技术信息 - 咬合原理
对于工艺孔的表面粗糙度要求直接取决于工件材料的硬度和机械性能。根据密封堵头 和工艺孔材料的不同组合方式,咬合密封分为两种情况:
1.套筒外围环形槽所形成的尖齿压入工件材料中,形成主动咬合密封;2.套筒材料相对软性,套筒材料被挤入工件粗糙度表面的间隙中,形成粗糙度咬合密封。
重要:
当选用孔瑞格 密封堵头时,工艺孔表面粗糙度要求需根据工件材质的不同而进行调整。若套筒材质硬度高于基材,且差值大于30HB,则形成主动咬合密封。若差值小于30HB,为达到额定耐压值,工艺孔表面粗糙度需要控制在 Rz = 10 ~ 30 um 之间。
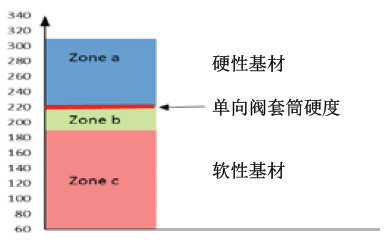
Zone a–硬性基材 (HB > 220)
为能达到允许的工作压力,对于基材的粗糙度要求是 Rz = 10 ~ 30 µm。
Zone b–过渡区 (HB 190 – 220)
为能达到允许的工作压力,对于基材的粗糙度要求是 Rz = 10 ~ 30 µm。
Zone c–软性基材 (HB < 190)
环形槽咬合进基材内部。
参考

粗糙度轮廓
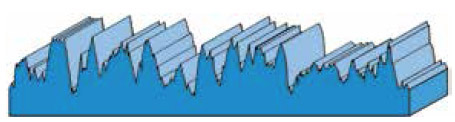
理想的粗糙度轮廓 使用麻花钻或螺旋锥口钻加工工艺孔,可获得粗糙度咬合密封所需的良 好粗糙层形状。

不良的粗糙度轮廓 打磨抛光会导致导致工艺孔形成光滑表面,形成封堵所不期望的表面粗 糙层形状。
page.php