TECHNISCHE INFORMATIONEN - VERANKERUNGSPRINZIPIEN FÜR DAS KOENIG CHECK VALVE®
Die erforderliche Rauheit der Bohrung hängt stark von der Härte und den mechanischen Eigenschaften des Grundmaterials ab. Abhängig von der Kombination des KOENIG CHECK VALVE® und dem Grundmaterial findet die Verankerung entweder durch die Verzahnung des Rillenprofils der Hülse des KOENIG CHECK VALVE® im Grundmaterial oder durch die Verankerung in der rauen Oberfläche der Bohrung statt.
Hinweis:
Bei Verwendung eines KOENIG CHECK VALVE® ist im Hinblick auf die Bohrlochrauheit stets die Härte des Grundmaterials zu berücksichtigen. Die Verankerung der Hülse im Grundmaterial wird erreicht, wenn die Hülse um mindestens HB = 30 grosser als das Grundmaterial ist. Wenn die Härtedifferenz geringer ist, ist eine Rauheit von Rz = 10 bis 30 μm erforderlich, um eine ausreichende Verankerung für die Nenndruckdifferenzwerte zu erreichen.
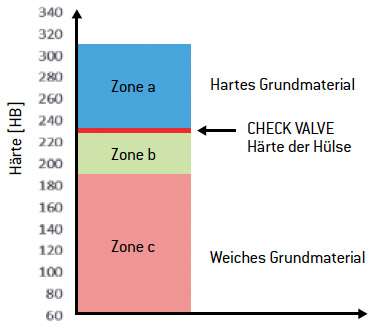
Zone a – Hartes Grundmaterial (HB > 220)
Zum Erreichen des zulässigen Betriebsdrucks ist die Verankerung mit der Oberflächenrauheit des Grundmaterials in der Bohrung erforderlich. Rauheit Rz = 10 – 30 µm.
Zone b – Übergangszone (HB > 190 – 220)
Zum Erreichen des zulässigen Betriebsdrucks ist die Verankerung mit der Oberflächenrauheit des Grundmaterials in der Bohrung erforderlich. Rauheit Rz = 10 – 30 µm.
Zone c – Weiches Grundmaterial (HB < 190)
Verankerung mit der Bohrung im Grundmaterial findet aufgrund der Verzahnung der Hülse automatisch statt.
Referenz:

RAUHEITSBILD
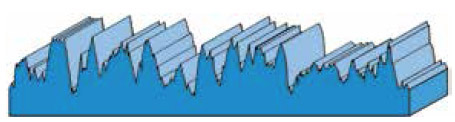
Erforderliches Rauheitsbild
Die ideale Rauheit in der Bohrung für eine Verankerung wird durch Bohren mit einem Spiralbohrer oder Spiralsenker erreicht.

Unerwünschtes Rauheitsbild
Durch Reiben erzeugt man ein einseitig eingeglättetes Rauheitsprofil.
Dieses Rauheitsbild ist unerwünscht.