技术信息 - 咬合原理
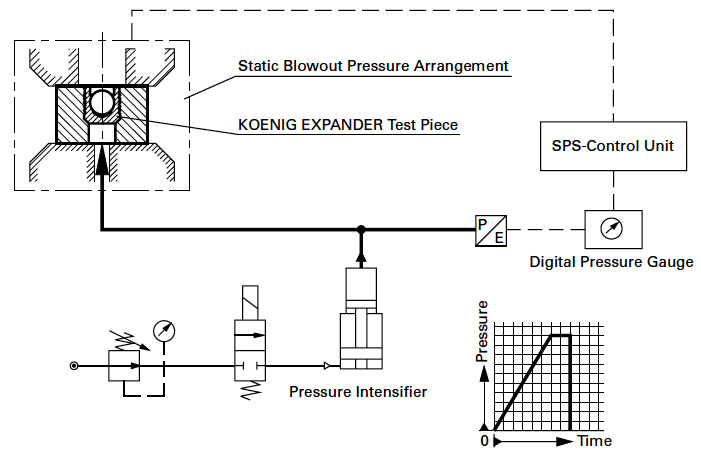
耐压测试Ⓐ
用于测出孔瑞格密封堵头在喷出或挤出前能承受的最大静态压力。
耐压测试Ⓐ是孔瑞格在生产过程中的功能测试项目,其每批次产品都需要通过该测试。
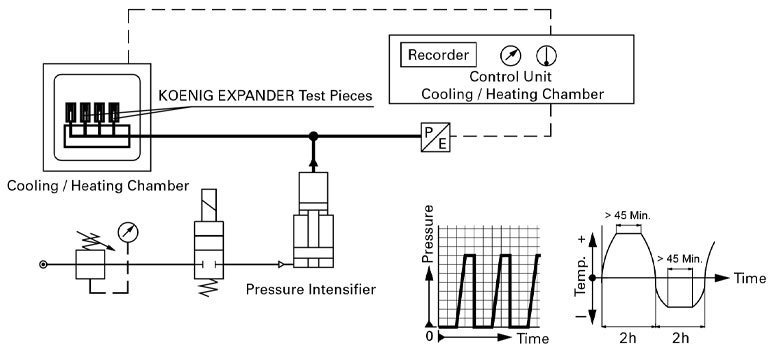
耐久测试Ⓑ
耐久测试Ⓑ是针对孔瑞格密封堵头的仿真耐久测试。该测试通过温度和压力循环来确定孔瑞格
密封堵头的耐压值
测试条件
- 温度: 2小时 +100°C( LK系列为+ 150°C)/2小时–40°C温度变化时间30至45分钟
- 压力: 循环型,2分钟0 bar,3分钟测试压力
- 持续时间: 168小时(耐久测试)
- 工艺孔: 公差,圆度和表面粗糙度符合技术参数,表面未处理,边距符合技术参数
Base Materials / Installation Requirements
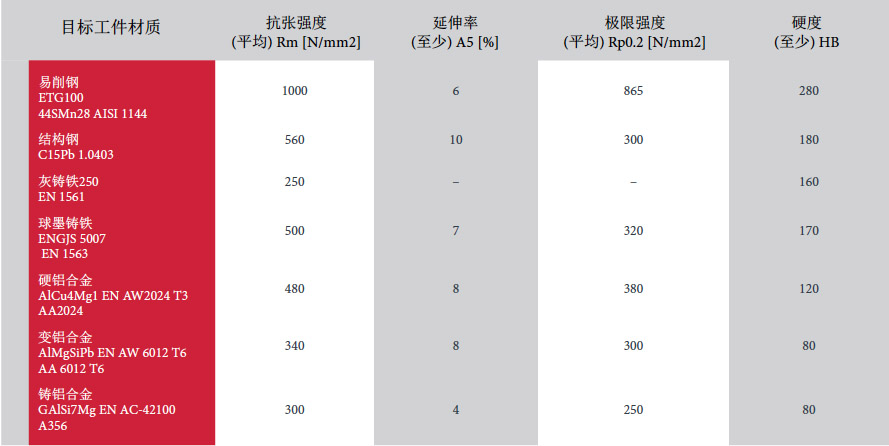
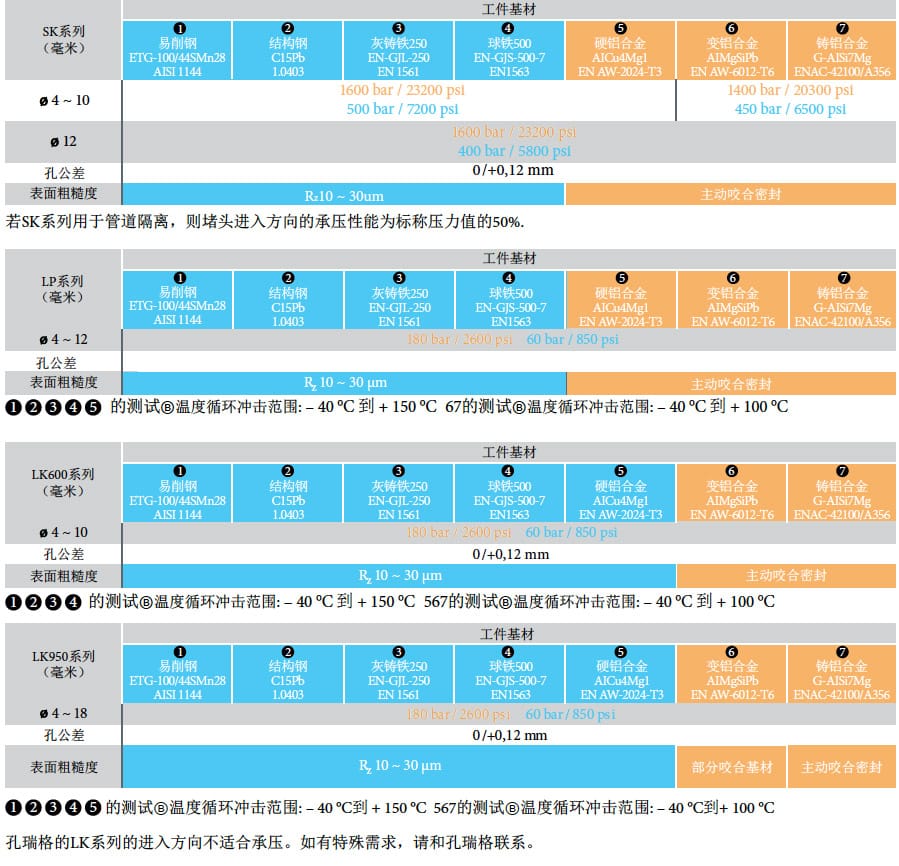
Operating pressures listed can be achieved for the following base materials:
备注:
1.中国国标(GB)45号钢,使用孔瑞格密封堵头时的性能和要求参照“结构钢”
2.中国灰口铸铁HT250,HT300等,使用孔瑞格密封堵头时的性能和要求参照“灰口铸铁250”
- 工件材质具有与上述材质同等机械性能,并正确安装就能取得同等的耐压性能。
- 根据客户需要,我们也可以为材质是铸铝、镁合金、非金属材料和塑料材料的工件提供密封解决方案。
- 产品应用在材质硬度非常高,或者硬化程度非常高的工件时需要额外关注,并可根据客户需求提供对应解决方案。
- 产品应用在工艺孔经过表面处理(镀锌,钝化等)的工件时需要额外关注,并可根据客户需求提供对应解决方案。
- 可能降低工作耐压值的因素
– 咬合原理
– 表面处理
– 设计指南
安全裕量
安全裕量用来应对不可控因素。例如,试验表明,经过以3~4 赫兹的频率,100万次循环后,密封堵头在测试A和测试B的测试耐压值减少了约20%。
MB系列 承压性能
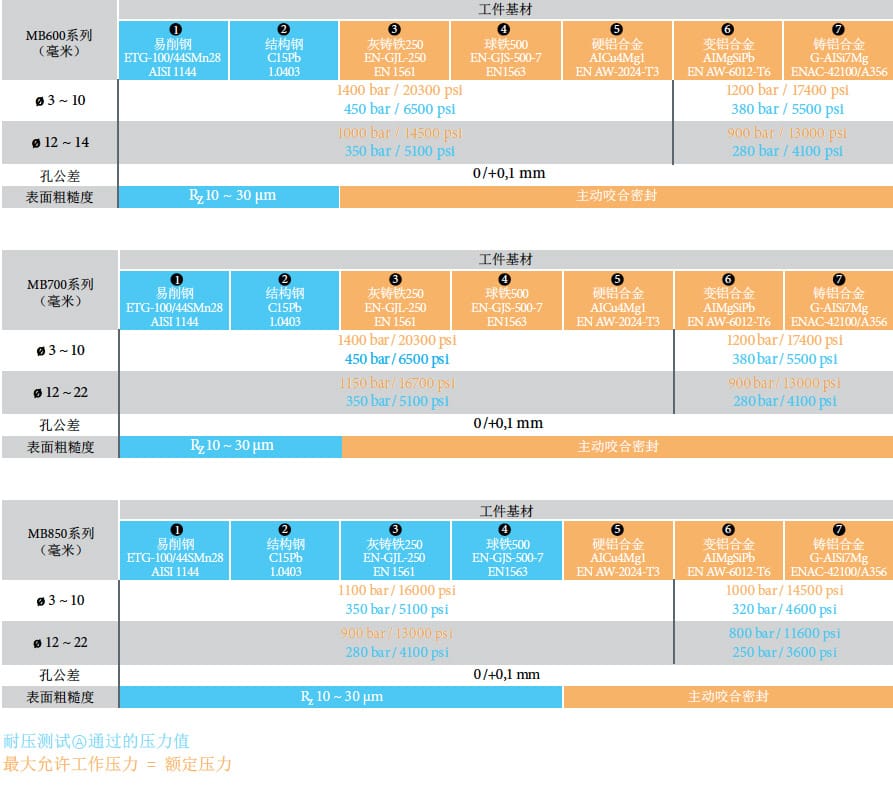
| 硬质材料工件:为达到额定耐压值,套筒材料需挤 入工艺孔粗糙表面的间隙中,形成粗糙度咬合密 封。工艺孔粗糙度要求:Rz = 10 ~ 30 微米 |
||
| 软性材料工件:套筒外围环形槽所形成的尖齿被压 入工件材料中,形成主动咬合密封 |
||
| 过渡区域:为达到额定工作压力值,套筒材料需被 挤入工件粗糙表面的间隙中,形成咬合密封。工艺 孔粗糙度要求:Rz = 10 ~ 30 微米。 |
See Anchorage Principles related to the base materials
查看可下载的PDFpage.php