TECHNICAL INFORMATION - Design Guidelines
Wall Thickness / Distance From Edge
 |
 |
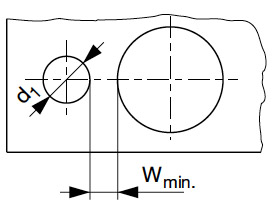 |
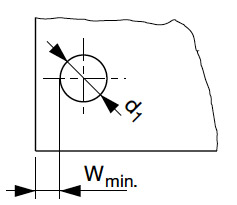
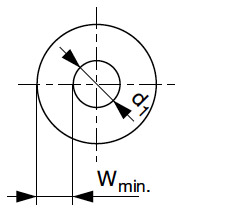
| Distance to External Wall | Distance to Exterior Wall | Wall Thickness Between Bores |
As the radial expansion of the KOENIG EXPANDER® sleeve occurs, the base material in which it will be anchored plastically deforms. The resultant strength, as well as the hydraulic pressure and temperature service conditions depending on the expander type and characteristics of the base material, require minimum wall thickness, or distance from edge.
The guideline values for minimum wall thickness and distance from edge (Wmin.) express these influencing factors. At these minimum values, only slight deformation on the exterior
profile of the base material of less than 20 μm is likely. This does not affect the function of the KOENIG EXPANDER®. Below the guideline values (Wsub>min.) the possibility of overloading the base material exists, which can adversely influence the function of the KOENIG EXPANDER(R). In such cases tests must be conducted.
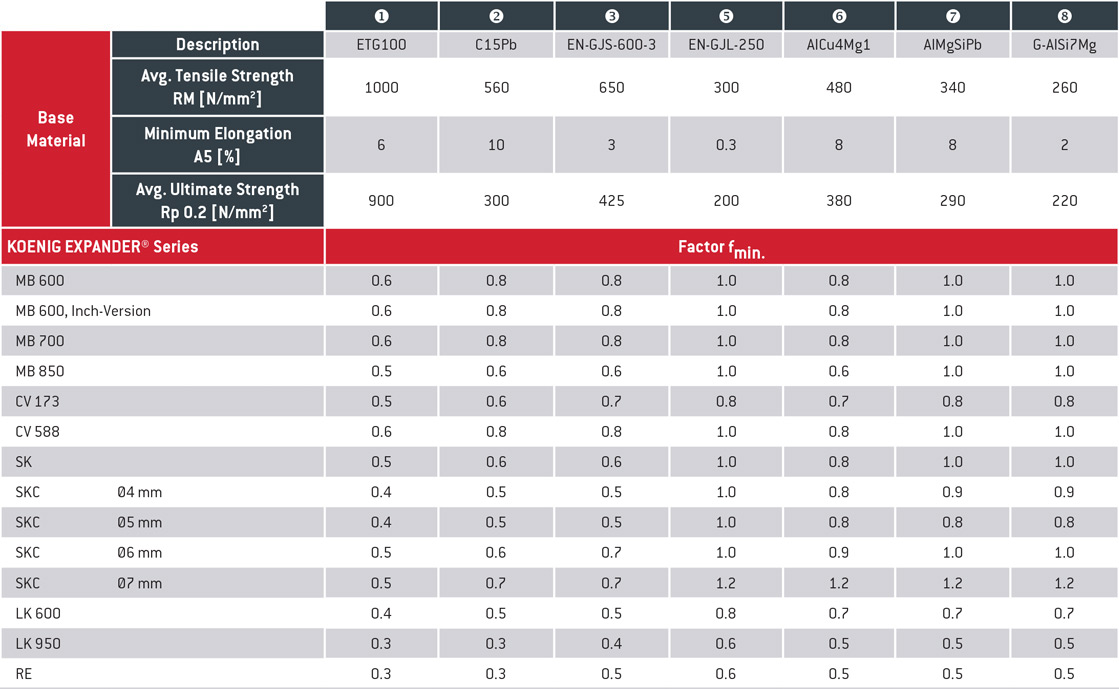
Guideline values Wmin. for Wall Thickness and Distance from Edge
KOENIG EXPANDER® diameters Series MB / CV / SK / SKC
d1 ≥ 4 mm: Wmin. = fmin. x d1
d1 < 4 mm: Wmin. = fmin. x d1 + 0.5 mm
KOENIG EXPANDER® diameters Series LK / RE
d1 ≥ 5 mm: Wmin. = fmin. x d1
d1 = 4 mm: Wmin. = fmin. x d1 + 0.5 mm
Required Installation Lengths
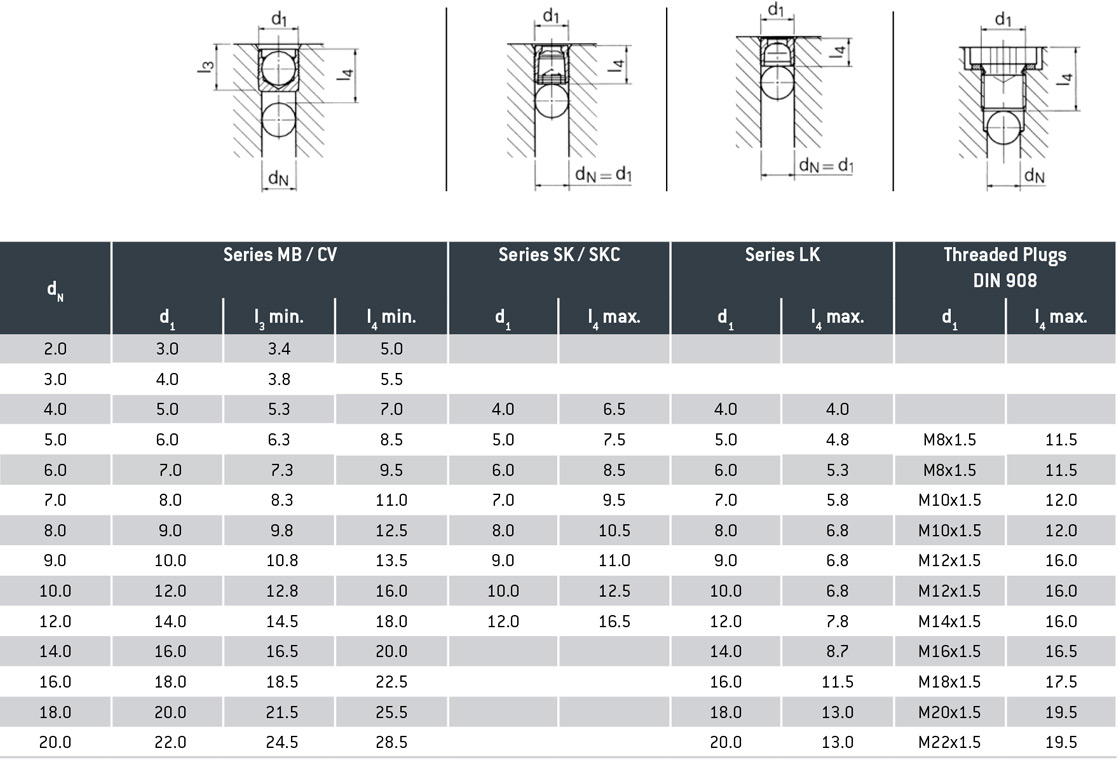
dN= Given nominal bore / system bore size
*Installation Lengths Series MB / CV
The required installation length (l4) min. for MB / CV plugs is for base materials with hardness greater than HB = 90.
For softer materials, deeper installation is required.
Bore Roughness Requirements
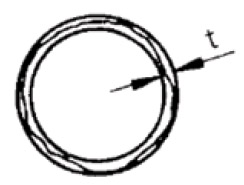
Roundness Tolerance
To ensure reliable functioning of the KOENIG EXPANDER® with regard to pressure performance and to ensure leak tight sealing, a roundness tolerance of t = 0.05 mm must be held.
By using a double lipped twist drill, the called out hole and roundness tolerances are reached. Better tolerances, particularly for larger diameter holes, can be held by using a triple lipped twist drill.
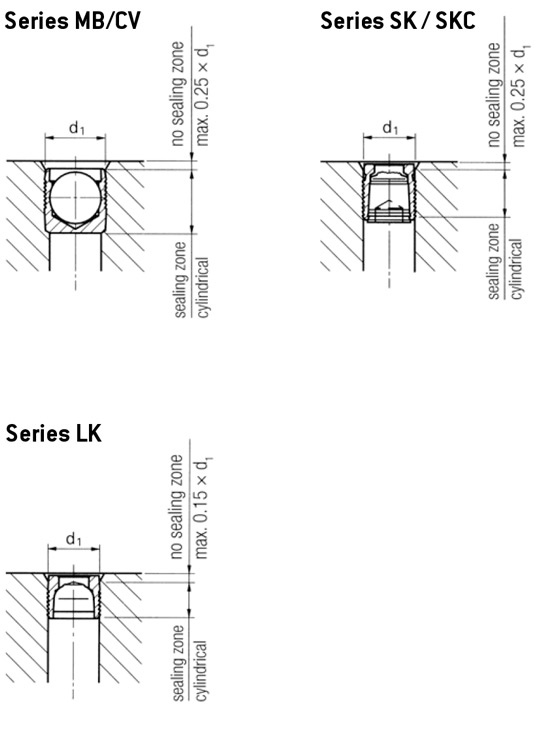
Conicity of the Bore
Within the effective sealing area of the KOENIG EXPANDER, the bore must be according to the dimensional sheets. The bore lead in can be chamfered up to a depth of 0.25 x d1 (LK: 0.15 x d1) because this area has no significant effect on the sealing function.